
Конвейерная лента со стальным кордом: руководство по выбору для тяжелых условий эксплуатации.
● Тканевые ремни достигают предела своих возможностей на длинных дистанциях — расчеты указывают на то, что следующим шагом будет использование стального корда.
● Одного лишь показателя прочности на растяжение недостаточно для выбора. В равной степени важны марка защитного слоя, способ соединения и геометрия конвейера.
● В горнодобывающей промышленности, портах, производстве цемента и карьерах стальной корд используется по разным, но частично совпадающим причинам.
● Правильным критерием для принятия решения является стоимость жизненного цикла, а не цена покупки.
Когда стальной трос становится правильным решением
Тканевая лента растягивается. При длительном натяжении на длинном конвейере это растяжение означает увеличение хода натяжения, более частую регулировку натяжителя и, в конечном итоге, нестабильное движение ленты из-за неравномерности распределения натяжения по всей длине. На коротких конвейерах с умеренными нагрузками это управляемо. На длинном конвейере, перемещающем тысячи тонн в день, это эксплуатационная проблема, которая со временем усугубляется.
Стальной корд изменяет уравнение удлинения. Параллельные стальные тросы, проходящие продольно через тело ремня, воспринимают натяжение с гораздо меньшим растяжением, чем тканевые слои — обычно около 0,25% при рабочем натяжении против 1,5% или более для ткани EP. Эта разница не является косметической. Она определяет требования к натяжению, динамику привода при запуске и то, насколько равномерно ремень движется по всей длине.
Аргументы в пользу использования конвейерной ленты из высокопрочного стального корда наиболее убедительны, когда сходятся три фактора: большая длина конвейера, высокая непрерывная нагрузка и высокое рабочее натяжение. Конвейеры для горнодобывающей промышленности, наземные сыпучие перевозки и портовые перегрузочные системы — это области применения, где все три фактора наиболее часто проявляются одновременно.
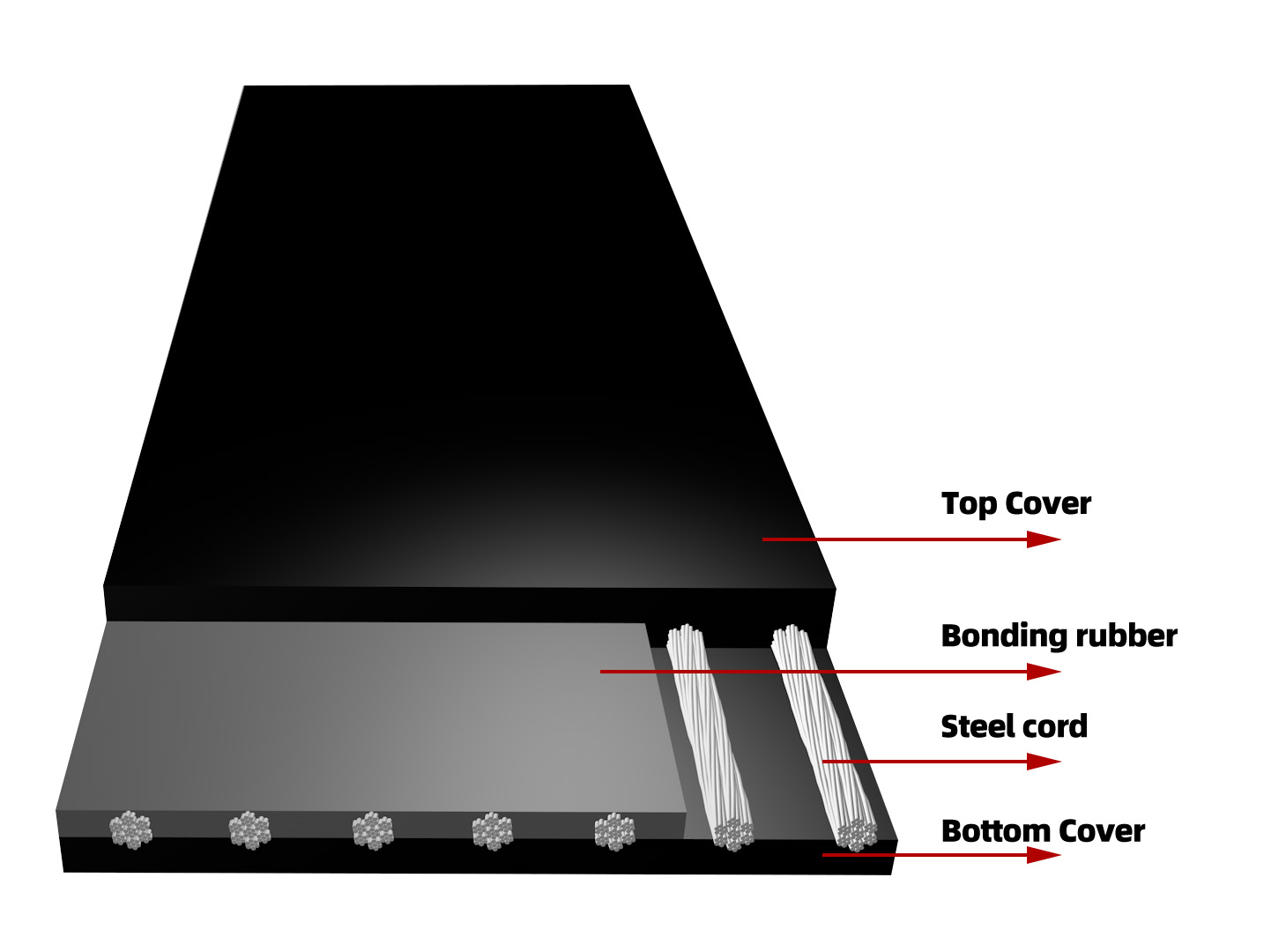
Строительство: что делают слои?
Конвейерная лента со стальным кордом состоит из нескольких слоев. Верхний резиновый слой обращен к грузу — он выдерживает истирание, удары в местах приложения нагрузки, а также любые воздействия транспортируемого материала, такие как тепло, влага или химические вещества. Нижний слой движется вдоль роликов и шкивов. Между двумя слоями стальные корды вмонтированы в связующую резину, которая приклеивает слой кордов к слоям с обеих сторон.
Именно в месте соединения корда и резины качество изготовления оказывает наиболее прямое влияние на эксплуатационные характеристики. Корды, не полностью заключенные в связующую резину, или имеющие загрязнения поверхности до вулканизации, приводят к снижению прочности сцепления в месте соединения. Эта прочность сцепления еще больше ухудшается при циклической нагрузке и попадании воды — именно поэтому указание в технической документации правильного значения прочности на разрыв не является подтверждением правильности изготовления ремня.
Шаг корда — расстояние между центрами соседних кордов — влияет на способность ленты к прохождению по желобу. Более тесный шаг корда делает ленту более жесткой, и она не так легко прогибается над опорными роликами. Более широкий шаг обеспечивает большую поперечную гибкость. Правильная настройка этого параметра для геометрии опорных роликов конкретного конвейера — это важный конструктивный момент, влияющий на устойчивость движения и распределение нагрузки по ширине ленты.
Стальной корд против ткани EP: когда что использовать?
|
Фактор |
Стальной трос |
EP Fabric |
|
Диапазон прочности на растяжение |
ST500 – ST7500 |
EP250 – EP600 |
|
Удлинение при рабочем натяжении |
~0,25% |
~1,5% |
|
Типичная длина конвейера |
От нескольких сотен метров до масштаба километров |
Короткие и средние забеги |
|
Минимальный диаметр шкива |
Более крупные шкивы — риск усталости троса на шкивах малого диаметра. |
Допускаются шкивы меньшего размера. |
|
Сращивание |
Вулканизация — требует наличия квалифицированных специалистов. |
Механическое или вулканизированное покрытие, более универсальное в полевых условиях. |
|
сложность установки |
Выше |
Ниже |
|
Наилучшее соответствие требованиям применения |
Конвейерная транспортировка на большие расстояния, горнодобывающая промышленность, порты, наземная транспортировка |
Карьерная добыча, щебень, короткие перевалки |
Где эти ремни действительно работают
Горнодобывающие магистральные конвейеры
Магистральные трубопроводы подземных и открытых горных выработок транспортируют руду, уголь или отвальную породу от забоя до поверхности или перерабатывающих предприятий — протяженность маршрутов измеряется в километрах при непрерывном объеме перевозимых грузов. Именно это применение послужило толчком к разработке высокопрочных стальных кордовых конвейерных лент. Ткань EP не может обеспечить требуемую прочность на разрыв или стабильность удлинения, необходимые для таких систем в больших масштабах.
Портовая перевалка насыпных грузов
На терминалах по перевалке угля, зерна, железной руды и удобрений ежегодно обрабатываются миллионы тонн грузов с помощью конвейерных систем, непрерывно работающих в условиях открытого прибрежного климата. Соленый воздух ускоряет коррозию любых стальных изделий, и оборудование конвейерных лент не является исключением. Выбор состава защитного покрытия, оцинкованной или нержавеющей стали, а также защита троса от проникновения влаги — все это важные технические решения для портовых сооружений.
Транспортировка цемента и клинкера
Конвейерные системы цементных заводов перемещают сырой известняк, клинкер из печи и готовую продукцию — каждый компонент имеет свой температурный и абразивный профиль. Клинкер горячий и абразивный; сырьевой материал менее агрессивен. Для более длинных внутризаводских конвейерных линий используется стальной корд; для более коротких конвейеров — эпоксидная смола. Для обработки клинкера в качестве базового материала используется термостойкий защитный состав.
Наземные перевозки
Наземные конвейеры соединяют отдельные объекты — шахту с заводом, карьер с портом, склад с перерабатывающим предприятием. Зачастую это самые длинные однопролетные конвейерные линии на любом предприятии, и именно здесь преимущества стального корда наиболее очевидны. Альтернативой являются несколько более коротких лент, соединенных последовательно, каждая со своим приводом, конструкцией и точкой перегрузки — все это увеличивает нагрузку на техническое обслуживание и риск просыпания.
Соединение проводов: наиболее важный параметр технического обслуживания.
Прочность стальной кордовой конвейерной ленты определяется прочностью места соединения. Механические крепежные элементы не используются — прочность корда на разрыв превышает возможности крепежных элементов, а профиль поверхности может привести к повреждению шкива. Стандартными являются вулканизированные соединения: концы корда имеют ступенчатую форму, наносится связующая резина, и вся конструкция подвергается термообработке и прессованию для получения соединения, приближающегося к номинальной прочности ленты на разрыв.
Качество соединения определяет, насколько близко оно соответствует номинальной грузоподъемности. Подготовка имеет значение — состояние поверхности шнура, свежесть резины, размеры ступеней и параметры вулканизации — все это влияет на прочность сцепления. Соединение, которое визуально выглядит приемлемо, может иметь внутренние пустоты или недостаточное сцепление, которые проявляются только под нагрузкой. На конвейерах в горнодобывающей промышленности, где отказ соединения означает многочасовой простой, качество работы бригады, выполняющей соединение, и их оборудования является реальным фактором, влияющим на эффективность эксплуатации.
Система электромагнитного мониторинга кабеля — датчики, обнаруживающие обрыв проводов или повреждения участков кабеля без остановки конвейерной ленты, — является стандартной практикой на крупных горнодобывающих предприятиях. Она позволяет выявлять проблемы и планировать действия по их устранению, а не обнаруживать их уже при выходе ленты из строя.
Выбор состава защитного покрытия для применения со стальным кордом
Стальной корд воспринимает натяжение. Резиновое покрытие воспринимает материал. Это отдельные технические требования, и оба имеют значение. Конвейерная лента из высокопрочного стального корда с недостаточной прочностью покрытия разрушается на поверхности задолго до того, как корды достигнут предела своих возможностей.
Износостойкие марки (DIN Y ≤120 мм³, DIN X ≤150 мм³) подходят для применения в твердых породах и руде. Термостойкие марки (T2/T3) необходимы там, где температура материала является определяющим фактором. Огнестойкие и антистатические составы являются обязательными требованиями для подземной добычи полезных ископаемых, а не необязательными. Маслостойкие марки предназначены для конкретных технологических сред, где транспортируемый материал содержит углеводороды.
Ошибки в сфере закупок, которых следует избегать.
Наиболее распространенный подход к выбору материала — ориентироваться только на предел прочности на разрыв. ST1600 не обязательно лучше, чем ST1000, для конкретного применения — минимальный диаметр шкива увеличивается с диаметром шнура, требования к натяжению меняются, и стоимость возрастает. Необходимо сопоставить показатель прочности с тем, что фактически требуется для расчета натяжения системы.
Второй важный момент – предположение о взаимозаменяемости стальных кордовых лент от разных поставщиков. Шаг корда, состав связующей резины, обработка поверхности корда и контроль процесса вулканизации – все это варьируется, и ни один из этих параметров не виден на готовой ленте и не подтверждается только показателем прочности на разрыв. Запросите спецификацию сборки ленты и отчеты о производственных испытаниях.
Третий важный аспект — недостаточное планирование логистики монтажа. Конвейерная лента из стального корда, поставляемая в большом рулоне, требует оборудования для погрузки и разгрузки, которое не всегда имеется на месте. Условия хранения также имеют значение — корды, впитывающие влагу до вулканизации, образуют более слабые связи между кордом и резиной. Это вопросы планирования, а не второстепенные моменты.
Часто задаваемые вопросы
Подходит ли стальная кордовая конвейерная лента только для горнодобывающей промышленности?
Горнодобывающая промышленность — крупнейшая категория применения, но не единственная. Портовая обработка сыпучих грузов, наземная транспортировка, производство цемента и крупномасштабная разработка карьеров — все это использует стальные кордовые ленты, где требования к длине, нагрузке и натяжению превышают возможности ткани EP.
При какой длине конвейера становится необходимым использование стального корда?
Фиксированного порогового значения нет — оно зависит от расчета натяжения системы, а не только от расстояния. В качестве общего показателя, конвейеры длиной от 300 до 500 метров при значительной нагрузке часто превышают практический диапазон натяжения EP и требуют использования стального корда. Расчет должен быть подтвержден проектировщиком конвейера на основе фактических требований к натяжению ленты.
Можно ли отремонтировать стальные кордовые ленты в полевых условиях после повреждения?
Да, но для ремонта на месте требуется вулканизирующее оборудование и квалифицированные специалисты. Поврежденный участок корда необходимо вырезать и вставить новый стык — временный механический ремонт не подходит для систем с кордовыми лентами. Это одна из причин, почему мониторинг состояния ленты и плановое техническое обслуживание более важны для систем со стальным кордом, чем для систем с более короткими слоями ткани.
Какую предельную прочность на растяжение следует указать для конвейера большой протяженности?
Прочность на разрыв определяется на основе расчета натяжения системы — веса ленты на метр, нагрузки материала, угла наклона, трения и динамических факторов при запуске. Завышение параметров приводит к перерасходу средств и увеличению требований к минимальному диаметру шкива. Занижение параметров вызывает преждевременное удлинение и потенциальную усталость корда. Расчет должен быть выполнен инженером-конвейером до выбора ленты.
В чём разница между ST1000 и ST1600?
Число указывает номинальную прочность ремня на разрыв в Н/мм ширины ремня. Ремень ST1600 выдерживает большую нагрузку на единицу ширины, чем ST1000. Более высокие номинальные значения достигаются за счет использования кордов большего диаметра, что увеличивает минимальный диаметр шкива и снижает гибкость ремня. Укажите номинальную прочность, необходимую для расчета натяжения системы, а не максимально возможную.
Производство стальных кордовых ремней Sinoconve
Компания Ningbo Sinoconve Belt Co., Ltd. производит конвейерные ленты из стального корда марок ST500–ST7500 в соответствии со стандартами DIN, RMA и AS на двух специализированных производственных линиях. Доступны ленты шириной от 400 до 2400 мм с различными вариантами покрытия, включая износостойкие, термостойкие (T1/T2/T3), огнестойкие и антистатические составы, соответствующие требованиям для подземной добычи полезных ископаемых.
Годовая производственная мощность по выпуску стальных кордовых лент составляет 3 миллиона метров. Для каждой партии предоставляются протоколы производственных испытаний, охватывающие прочность на разрыв, удлинение, износостойкость, адгезию корда, а также — где это применимо — огнестойкость и антистатические свойства. Минимальный объем заказа: 50 метров; стандартный срок поставки: 30 дней. Контактная информация: sales@sinoconve.com.





