
Steel Cord Conveyor Belt: Selection Guide for Heavy-Duty Use
● Fabric belts hit their limits on long runs — steel cord is what the calculation points to next.
● Tensile rating alone does not make a selection. Cover grade, splice method, and conveyor geometry matter equally.
● Mining, ports, cement, and quarrying use steel cord for different but overlapping reasons.
● Lifecycle cost, not purchase price, is the right frame for the decision.
When Steel Cord Becomes the Right Answer
A fabric belt stretches. Under sustained tension across a long conveyor run, that stretch means more take-up travel, more frequent tensioner adjustment, and eventually a belt that tracks inconsistently because the tension profile along the length has become uneven. On short conveyors with moderate loads, this is manageable. On a long distance conveyor moving thousands of tons per day, it is an operational problem that compounds over time.
Steel cord changes the elongation equation. Parallel steel cables running longitudinally through the belt body carry the tension load with far less stretch than fabric plies — typically around 0.25% at working tension versus 1.5% or more for EP fabric. That difference is not cosmetic. It determines take-up requirements, drive dynamics at start-up, and how consistently the belt tracks across the full run length.
The case for a high strength steel cord conveyor belt is strongest when three factors converge: long conveyor span, heavy continuous load, and high operating tension. Mining trunk conveyors, overland bulk transport, and port transfer systems are the applications where all three appear together most consistently.
Construction: What the Layers Are Doing
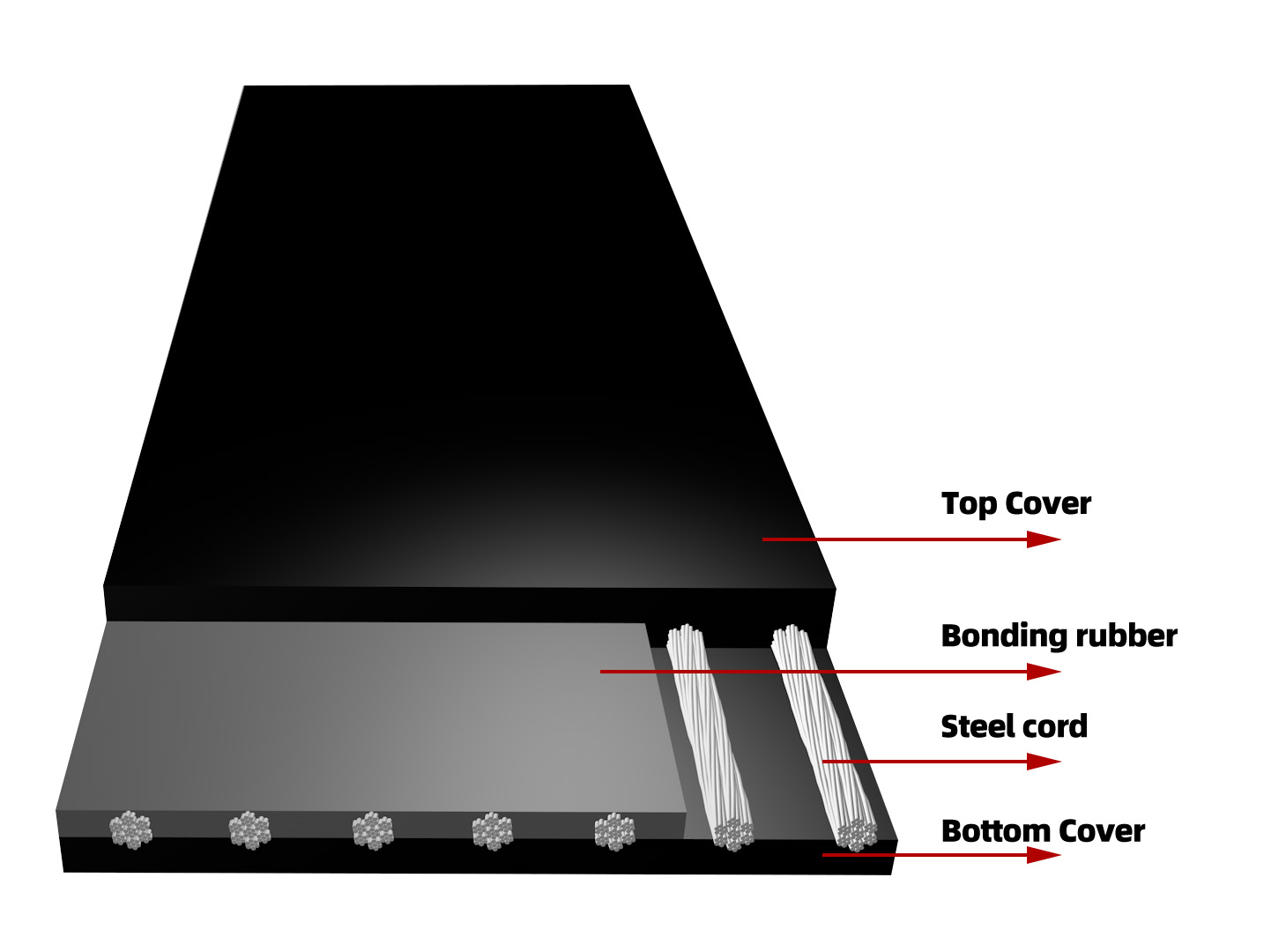
A steel cord conveyor belt is built in layers. Top cover rubber faces the material load — it handles abrasion, impact at loading points, and whatever the conveyed material brings in terms of heat, moisture, or chemical contact. Bottom cover runs against rollers and pulleys. Between the two covers, the steel cords are embedded in bonding rubber that adheres the cord layer to the covers on both sides.
The bond between cord and rubber is where manufacturing quality has the most direct effect on field performance. Cords that are not fully encapsulated in bonding rubber, or that have surface contamination before vulcanization, produce a belt with reduced adhesion strength at the interface. That adhesion degrades further under flex cycling and water ingress — which is why a specification sheet showing the right tensile rating is not the same as confirmation that the belt was manufactured correctly.
Cord pitch — the center-to-center spacing between adjacent cords — affects belt troughability. Closer cord spacing produces a stiffer belt that does not trough as readily over idler sets. Wider spacing allows more transverse flexibility. Getting this right for the idler geometry of a specific conveyor is a design detail that matters for tracking stability and load distribution across the belt width.
Steel Cord vs EP Fabric: When to Use Which
|
Factor |
Steel Cord |
EP Fabric |
|
Tensile range |
ST500 – ST7500 |
EP250 – EP600 |
|
Elongation at working tension |
~0.25% |
~1.5% |
|
Typical conveyor length |
Several hundred meters to km-scale |
Short to medium runs |
|
Minimum pulley diameter |
Larger — cord fatigue risk on small pulleys |
Smaller pulleys acceptable |
|
Splicing |
Vulcanized — requires trained technicians |
Mechanical or vulcanized, more field-flexible |
|
Installation complexity |
Higher |
Lower |
|
Best application fit |
Long distance conveyor, mining, ports, overland |
Quarrying, aggregate, shorter bulk runs |
Where These Belts Actually Work
Mining trunk conveyors
Underground and surface mining trunk lines move ore, coal, or waste rock from the working face to surface or processing — runs measured in kilometers at continuous tonnage. This is the application that drove the development of high strength steel cord conveyor belt construction. EP fabric cannot deliver the tensile rating or the elongation stability these systems require at scale.
Port bulk handling
Coal, grain, iron ore, and fertilizer terminals handle millions of tons per year through conveyor systems that run continuously across exposed coastal environments. Salt air accelerates corrosion on anything steel, and the belt hardware is no exception. Cover compound selection, zinc-coated or stainless hardware, and cord protection against moisture ingress are all specification decisions that matter in port installations.
Cement and clinker transport
Cement plant conveyor systems move raw limestone, clinker from the kiln, and finished product — each with different temperature and abrasion profiles. Clinker is hot and abrasive; raw feed is less aggressive. Steel cord is specified for the longer in-plant conveyor runs; EP handles shorter transfer conveyors. Heat-resistant cover compound is the baseline for clinker-side applications.
Overland conveying
Overland conveyors link separate facilities — mine to plant, quarry to port, stockpile to processing. These are often the longest single-flight conveyor runs in any operation, and they are where the case for steel cord is clearest. The alternative is multiple shorter belts in series, each with its own drive, structure, and transfer point — all of which add maintenance load and spillage risk.
Splicing: The Most Critical Maintenance Variable
A steel cord conveyor belt is only as strong as its splice. Mechanical fasteners are not used — the cord tensile capacity exceeds what fastener hardware can match, and the surface profile would cause pulley damage. Vulcanized splices are standard: the cord ends are stepped, bonding rubber is applied, and the assembly is cured under heat and pressure to produce a joint that approaches the belt's rated tensile strength.
Splice execution determines how close that joint comes to the rated capacity. Preparation matters — cord surface condition, rubber freshness, step dimensions, and curing parameters all affect adhesion strength. A splice that looks acceptable visually can have internal voids or inadequate adhesion that only appears under load. On mining conveyors where a splice failure means hours of downtime, the quality of the splice crew and their equipment is a real operational variable.
Electromagnetic cord monitoring — sensors that detect broken wires or damaged cord sections without stopping the belt — is standard practice on large mining installations. It allows problems to be identified and planned for rather than discovered when the belt fails.
Cover Compound Selection for Steel Cord Applications
The steel cord handles tension. The cover rubber handles the material. These are separate specification decisions and both matter. A high strength steel cord conveyor belt with an under-specified cover grade fails at the surface long before the cords reach their limits.
Abrasion-resistant grades (DIN Y ≤120 mm³, DIN X ≤150 mm³) suit hard rock and ore applications. Heat-resistant grades (T2/T3) are required where material temperature is a factor. Flame-resistant and anti-static compounds are compliance requirements for underground mining — not optional. Oil-resistant grades address specific processing environments where conveyed material contains hydrocarbons.
Procurement Mistakes Worth Avoiding
Buying on tensile rating alone is the most common. ST1600 is not automatically better than ST1000 for a given application — minimum pulley diameter increases with cord diameter, take-up requirements change, and the cost goes up. Match the rating to what the system tension calculation actually requires.
Assuming steel cord belts are interchangeable between suppliers is the second. Cord pitch, bonding rubber formulation, cord surface treatment, and vulcanization process control all vary — and none of these are visible in a finished belt or confirmed by the tensile rating alone. Ask for the belt build-up specification and production test reports.
Underplanning for installation logistics is the third. A steel cord conveyor belt supplied in a large roll requires equipment for handling and installation that is not always available on site. Storage conditions matter too — cords that absorb moisture before vulcanization produce weaker cord-to-rubber bonds. These are planning items, not afterthoughts.
FAQ
Is a steel cord conveyor belt only suitable for mining?
Mining is the largest application category, but not the only one. Port bulk handling, overland conveying, cement production, and large-scale quarrying all use steel cord belts where run length, load, and tension requirements exceed what EP fabric can deliver.
At what conveyor length does steel cord become necessary?
There is no fixed threshold — it depends on the system tension calculation, not just the distance. As a general indicator, conveyors above 300 to 500 meters at meaningful load often exceed the practical EP tensile range and require steel cord. The calculation should be confirmed by the conveyor designer against the actual belt tension requirements.
Can steel cord belts be repaired in the field after damage?
Yes, but field repair requires vulcanizing equipment and trained technicians. A damaged cord section needs to be cut out and a new splice inserted — temporary mechanical repairs are not appropriate for steel cord belt systems. This is one reason belt condition monitoring and scheduled maintenance matter more on steel cord installations than on shorter fabric-ply systems.
What tensile rating should I specify for a long distance conveyor?
The tensile rating is derived from the system tension calculation — belt weight per meter, material load, incline angle, friction, and dynamic factors at start-up. Over-specifying wastes cost and increases minimum pulley diameter requirements. Under-specifying causes premature elongation and potential cord fatigue. The calculation should be run by the conveyor engineer before the belt is specified.
What is the difference between ST1000 and ST1600?
The number indicates the belt's nominal tensile strength in N/mm of belt width. ST1600 carries a higher tension load per unit width than ST1000. Higher ratings use larger diameter cords, which increases minimum pulley diameter and reduces belt flexibility. Specify the rating the system tension calculation requires — not the highest available.
Sinoconve Steel Cord Belt Production
Ningbo Sinoconve Belt Co., Ltd. manufactures steel cord conveyor belts from ST500 to ST7500 to DIN, RMA, and AS standards across 2 dedicated steel cord production lines. Belt widths from 400 mm to 2,400 mm are available with cover compound options including abrasion-resistant, heat-resistant (T1/T2/T3), flame-resistant, and anti-static formulations for underground mining compliance.
Annual steel cord belt output capacity is 3 million meters. Production test reports covering tensile strength, elongation, abrasion resistance, cord adhesion, and — where applicable — flame and anti-static performance are available per lot. MOQ 50 meters; standard lead time 30 days. Contact: sales@sinoconve.com.





