Rubber Conveyor Belt Selection Guide for Industrial Lines
A rubber conveyor belt is one of the few components that touches nearly every part of a production system. When it is wrong — wrong compound, wrong reinforcement, wrong surface for the material — the problem is rarely contained to the belt itself. Wear accelerates, spillage increases, rollers and drives take on stress they were not designed for. This guide covers what actually drives selection decisions and where buyers most often get it wrong.
Why Belt Selection Affects the Whole Line
Most conveyor problems that look like system problems are actually belt problems that have been running long enough to spread. A belt with poor tracking creates uneven load on the idler set. A belt with inadequate cover hardness starts shedding rubber into the material stream. A belt with the wrong surface finish builds up carryback that ends up on return rollers, on the floor, and eventually in the maintenance log.
For sourcing managers and engineers, the question is rarely whether a conveyor belt is needed. It is what type of belt construction actually suits the load, the environment, and the handling pattern. Getting that right at specification stage costs nothing extra. Getting it wrong after installation is a different calculation.
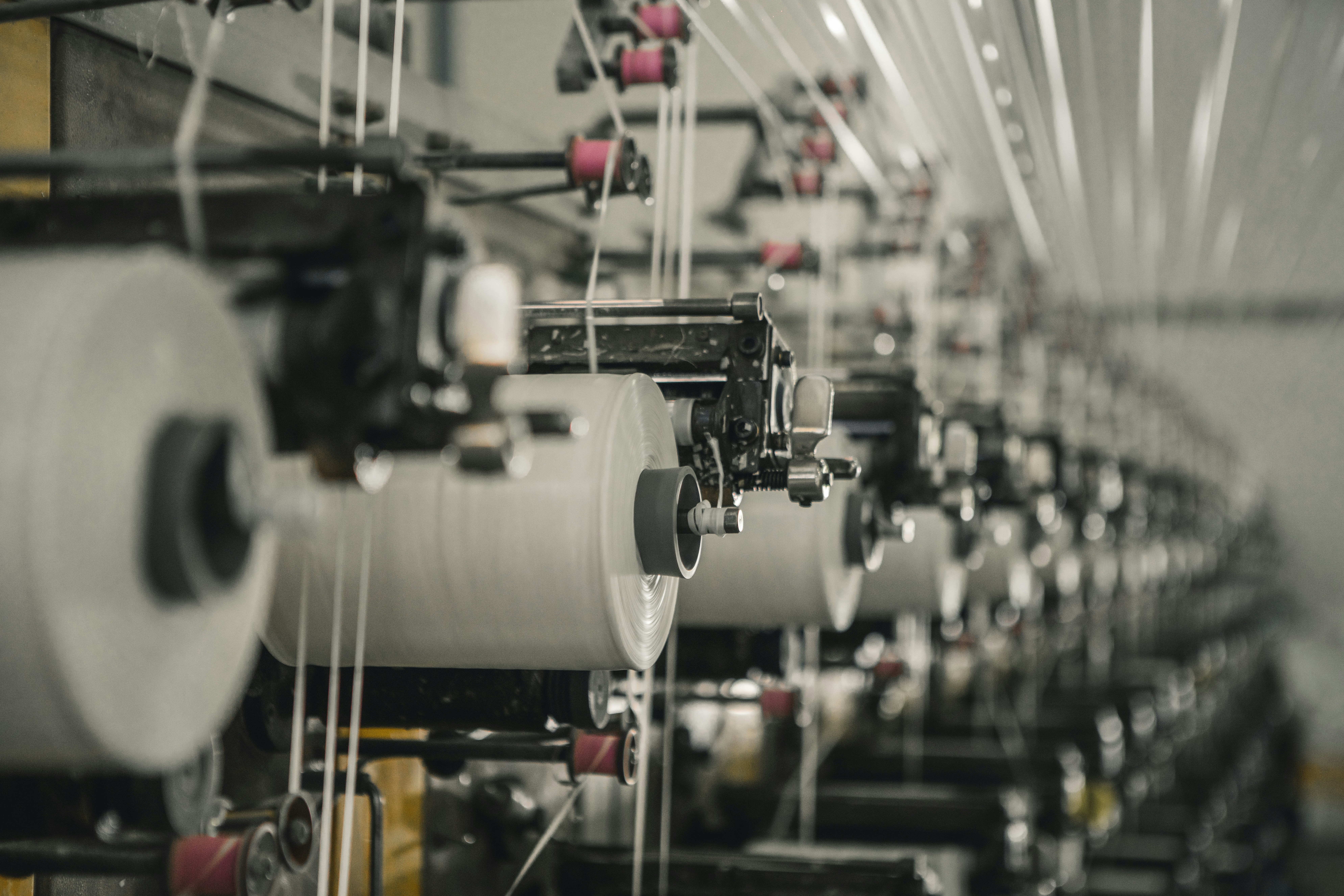
What Conveyor Belt Production Tells You About the Product
A conveyor belt factory producing to industrial standards runs alignment checks, surface inspection, and bonding quality verification during winding and finishing — not just at the end of the line. Those steps matter because belt defects that are invisible on the reel become obvious within weeks of installation: delamination under flex stress, surface cracking at pulley wrap points, edge fraying from inconsistent lamination at the cut.
When evaluating a supplier, asking about conveyor belt production process control is as useful as asking about raw material specifications. A belt made from acceptable materials but wound with poor alignment or inspected inconsistently will underperform a belt made with equivalent materials and tighter process control. The production floor is where the difference between datasheet performance and real-world performance gets established.
Ningbo Sinoconve Belt Co., Ltd. operates 10 dedicated conveyor belt production lines — 8 fabric-ply and 2 steel cord — with in-process inspection at winding, lamination, and finishing stages. ISO-certified quality control covers raw material incoming inspection, in-process checks, and pre-shipment testing for tensile strength, abrasion resistance, and dimensional compliance.
Where Rubber Conveyor Belts Fit — and Where They Don't
Rubber belt construction handles the demands of heavy-duty industrial transport better than most light-duty alternatives: impact at loading points, abrasive bulk material, outdoor temperature variation, sustained continuous operation. Mineral handling, aggregate movement, cement production, port bulk handling, warehouse transfer lines — these are the core application areas where a rubber conveyor belt earns its specification.
Where rubber is not the right answer: food processing with direct product contact (PVC or food-grade compounds are more appropriate), cleanroom or pharmaceutical environments, and applications requiring specific chemical resistance that a standard rubber compound does not provide. The material being conveyed and the cleaning protocol together define whether rubber is appropriate before any other specification decision is made.
Key Comparison Points When Evaluating Belt Options
Reinforcement and ply structure
Two rubber conveyor belts with identical outer dimensions can have very different internal structures. EP fabric-ply construction (polyester warp, nylon weft) suits most medium-duty applications. Steel cord is specified for long-distance or high-tension systems. Multi-ply vs single-ply affects flex life over short pulley diameters and splice behavior. Ply count alone does not determine quality — ply adhesion, rubber-to-fabric bonding, and cord quality matter as much.
Cover compound and grade
Cover compound grade determines what the belt can survive. Abrasion-resistant grades (DIN Y ≤120 mm³, DIN X ≤150 mm³, DIN W ≤200 mm³) suit hard rock and aggregate applications. Heat-resistant grades (T1/T2/T3) are specified by material contact temperature. Flame-resistant and anti-static grades are compliance requirements for underground mining. Selecting a grade that is close but not matched to the actual operating condition is one of the more common causes of premature belt failure.
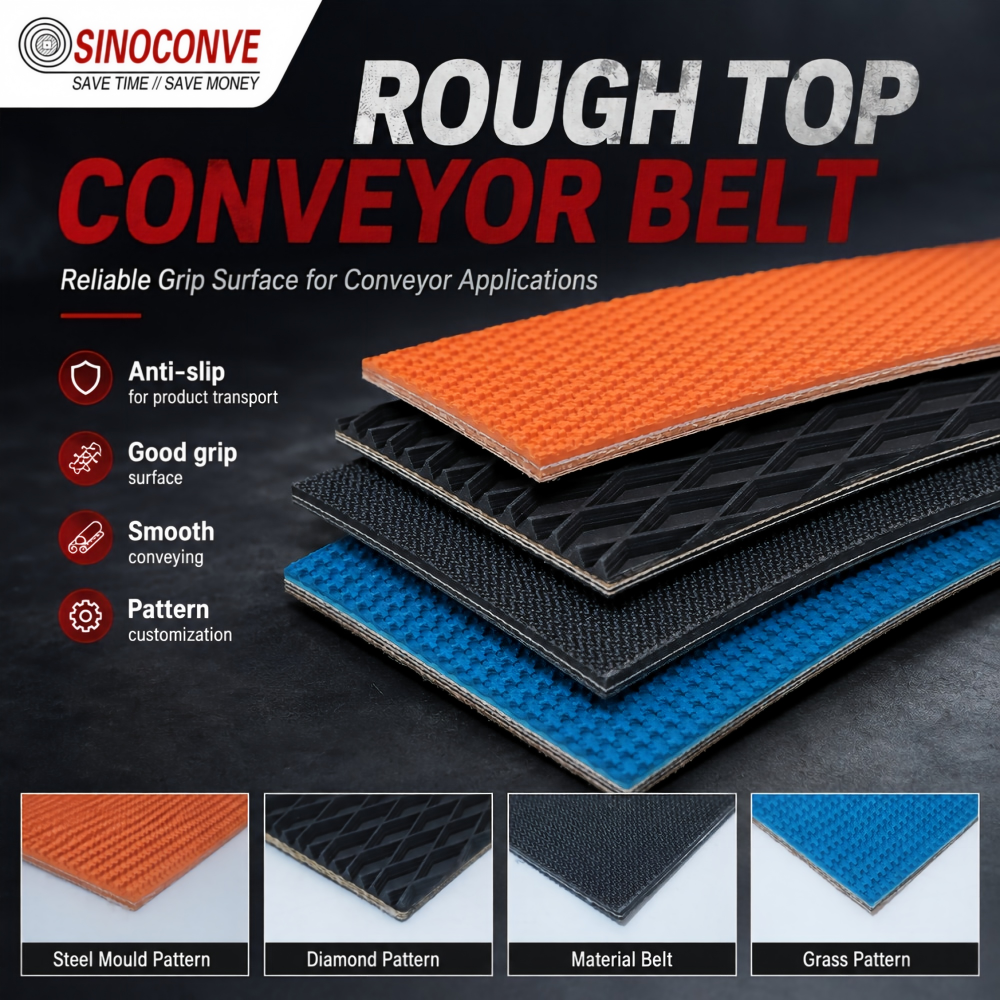
Surface finish — top and underside
Top cover finish affects grip, material release, and cleaning effort. A smooth surface suits packaged goods and minimizes carryback in some applications. A textured surface adds grip for inclined transport and rough material. The underside matters too: it determines friction against idlers and drive drums, which affects both belt tracking and drive efficiency. Matte or semi-matte undersides are common in industrial handling for their tracking stability.
Format: rolls, cut lengths, spliced
How the belt is supplied affects installation time more than most buyers anticipate. Roll stock requires on-site cutting and splicing. Cut-to-length with vulcanized splice arrives ready to install. The right format depends on site capability, shutdown window, and whether the conveyor allows the splice to be done in position. On large systems where shutdown windows are measured in hours, arriving with a pre-spliced belt is worth the additional lead time.
Rubber Conveyor Belt Construction: Quick Reference
|
Construction Type |
Tensile Strength |
Elongation |
Best Application |
|
EP fabric-ply |
EP250–EP600 |
~1.5% at working tension |
Medium-duty bulk handling, aggregate, packaging |
|
Steel cord |
ST500–ST7500 |
~0.25% at working tension |
Long-distance mining, port bulk handling |
|
Chevron / cleated |
EP or steel cord base |
Same as base belt |
Inclined conveying 20–40° |
|
Sidewall / corrugated |
EP or steel cord base |
Same as base belt |
Steep incline up to 90°, bulk containment |
|
Flame-resistant |
EP or steel cord base |
Same as base belt |
Underground mining (ISO 284 / DIN 22103) |
Common Mistakes in Conveyor Belt Sourcing
Buying to nominal specification without checking actual service condition is the most frequent one. A belt that looks right on the datasheet can fail early if exposed to sharp-edged material, carryback buildup, or continuous moisture — conditions that are not always obvious from a belt inquiry form.
Focusing only on the belt and ignoring the system around it is the second. Poor pulley alignment, worn idlers, and incorrect tension damage a new belt faster than the material being conveyed. Installing a better belt into a poorly maintained system produces disappointing results that get blamed on the belt.
Assuming rubber conveyor belts are interchangeable is the third. Two belts can share a width, a color, and a nominal thickness and behave completely differently once running. Compound grade, ply adhesion, and cord type are where the real differences sit — none of which are visible from the outside.
Questions to Ask Before Placing an Order
What is this belt designed to handle? If the supplier cannot give a direct answer tied to material type and operating conditions, that is a signal.
How is the belt inspected during production? Conveyor belt production quality shows up in surface consistency, edge condition, and layer bonding — all of which should be checked during manufacturing, not discovered during installation.
What test reports are available? Tensile strength, abrasion resistance, and dimensional compliance should be documented per production lot, not just claimed on a catalog page.
FAQ
Is a rubber conveyor belt always the best option for industrial transport?
For heavy-duty bulk handling and abrasive material environments, usually yes. For food contact, cleanroom, or specific chemical exposure, the compound or material type needs to be verified against the application. Rubber is a strong default for demanding environments, not a universal answer.
What should a buyer check first when selecting a conveyor belt?
Material being conveyed and operating environment — temperature, moisture, chemical exposure, incline angle. Those two inputs drive cover compound grade and, in some cases, carcass type. Everything else in the specification follows from them.
Why does conveyor belt factory process control matter to the buyer?
Because the production process is where consistency is built in or left out. A belt with good raw material but inconsistent lamination or winding alignment can delaminate, track poorly, or develop surface defects that only show up after installation. Asking a supplier about their production inspection process tells you something the datasheet does not.
How does belt width get determined?
Belt width is set by throughput volume and maximum material lump size. The general rule is belt width should be at least three times the maximum lump size to avoid edge loading. Throughput calculations using material bulk density and belt speed confirm whether the width delivers the required tons-per-hour at the chosen operating speed.
What is the MOQ and lead time for Sinoconve conveyor belts?
Minimum order quantity is 50 meters. Standard lead time is 30 days from order confirmation. Expedited production at 15 to 20 days is available. Custom specifications — compound grade, carcass structure, width, cover thickness — can be developed based on application data.
Sinoconve Production Capability
Ningbo Sinoconve Belt Co., Ltd. has operated as a conveyor belt factory for over 35 years. Production covers rubber conveyor belt types including EP fabric-ply, steel cord, heat-resistant, flame-resistant, chevron, cleated, and sidewall constructions to DIN, RMA, and AS standards. Belt widths from 100 mm to 3,000 mm and thicknesses from 3 mm to 100 mm are available across the product range.
Annual output capacity: 10 million meters of fabric-ply belt across 8 production lines, and 3 million meters of steel cord belt across 2 dedicated lines. Test reports for tensile strength, elongation, abrasion resistance, and flame/anti-static performance are available per lot. OEM production with custom packaging and branding is supported. Contact: sales@sinoconve.com.