The Backbone of Modern Industry
The seamless flow of materials is the lifeblood of countless industries, from mining and manufacturing to logistics and agriculture. At the heart of these complex operations lies a critical component: the conveyor belt. The application of rubber conveyor belt systems has revolutionized how businesses handle goods, enhancing efficiency, safety, and productivity. These robust systems are not a one-size-fits-all solution; their design and material composition are tailored to meet a wide array of operational challenges, making them indispensable in today's fast-paced industrial landscape.
Versatility for General and High-Demand Environments
A primary rubber conveyor belt application is in general manufacturing and logistics, where durability and reliability are paramount. For facilities with high usage demands, a standard black belt, often protected with a resilient sheet, offers exceptional longevity and resistance to daily wear and tear. This makes it an ideal choice for moving packaged goods, assembly line components, and other standard materials. In scenarios where quick installation and immediate operational readiness are prioritized, a sleek, uncovered black belt provides a versatile solution. Its adaptable structure integrates seamlessly into various automated setups, ensuring a smooth and uninterrupted production flow across different industrial environments.
Meeting Specialized Challenges in Harsh Conditions
Many industries operate under conditions that would quickly degrade standard equipment. This is where specialized material engineering becomes crucial. For operations exposed to extreme heat or abrasive materials, such as in foundries, cement plants, or mining, a specialized rubber conveyor belt is essential. Tan-colored belts crafted from top-tier, heat-resistant compounds are designed specifically for this purpose. Their enhanced resistance to high temperatures and rough materials prevents premature failure, reduces downtime, and ensures the safety of the operation. This specific rubber conveyor belt application highlights the importance of matching the belt's properties to the unique demands of the environment.
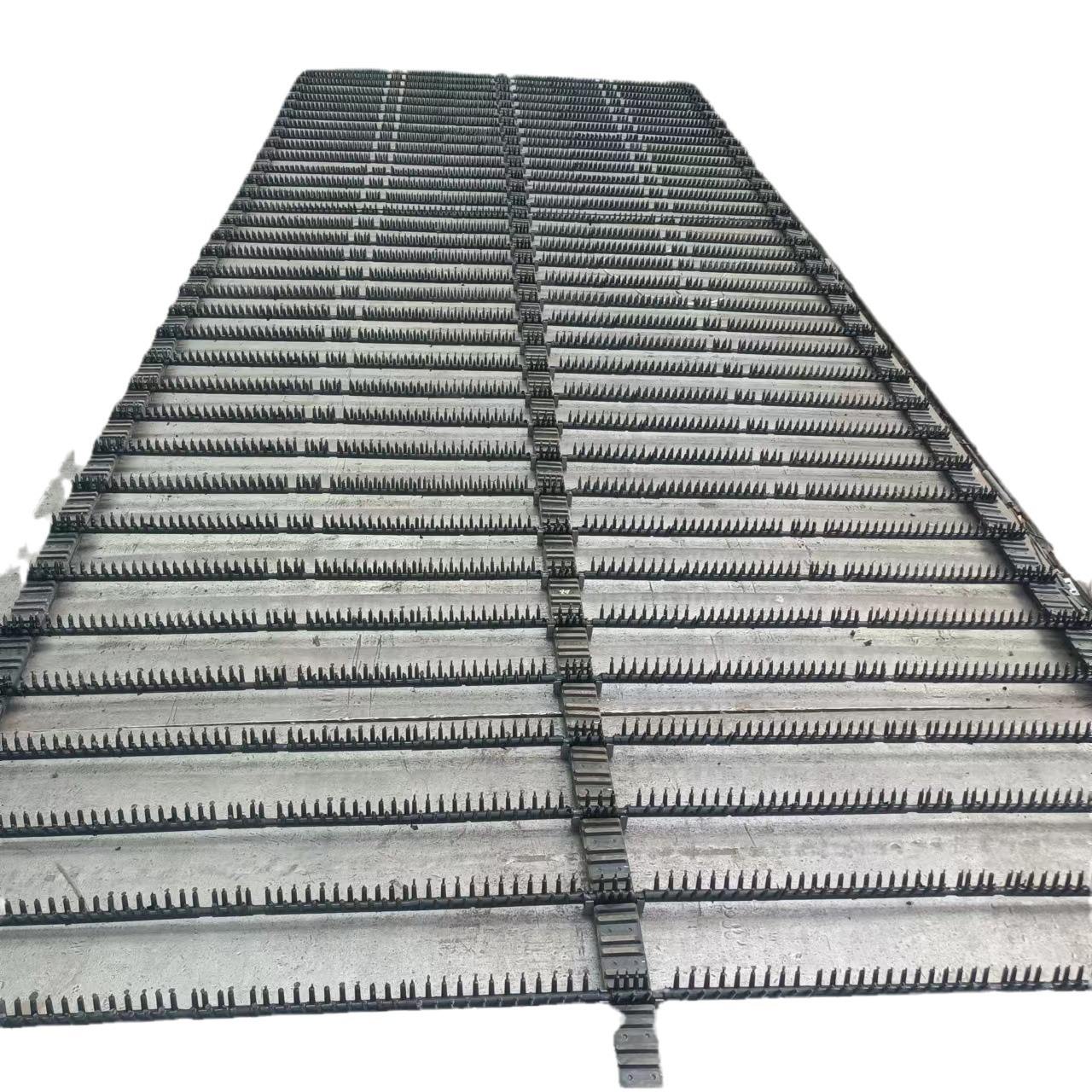
Mastering Inclined and Complex Material Handling
Moving materials on an incline presents a unique set of challenges, including the risk of slippage and product damage. To address this, innovative designs like the chevron-patterned belt have been developed. The distinct V-shaped pattern on the belt's surface provides exceptional grip, effectively securing items as they are transported up or down inclined planes. This design is non-negotiable for tasks requiring precision and safety in vertical or angled movement, such as loading bulk materials like gravel, grain, or coal onto trucks or into hoppers. It ensures a consistent and controlled flow, maximizing efficiency where gravity would otherwise be an obstacle.
Enhancing Efficiency in Large-Scale Operations
For extensive industrial operations where high volume and constant uptime are critical, logistical convenience becomes a significant factor. Managing inventory and replacement of essential components like conveyor belts can be a complex task. To streamline this process, innovative solutions such as boxed conveyor belt roll sets offer a breakthrough in convenience. These packages contain multiple belts, securely stored and ready for transport, allowing large facilities to maintain a ready supply for quick accessibility. This approach minimizes downtime during maintenance or replacement, catering to the needs of high-volume industrial plants where every minute of operation counts. Choosing the correct rubber conveyor belt is a strategic decision that directly impacts operational excellence and future growth.