産業ライン向けゴムコンベヤベルト選定ガイド
ゴム製コンベヤベルトは、生産システムのほぼすべての部分に接触する数少ない部品の一つです。コンパウンド、補強材、表面処理など、素材に合わない部品が使用されている場合、問題はベルト自体だけに留まることは稀です。摩耗が加速し、こぼれが増え、ローラーや駆動装置に設計外の負荷がかかります。このガイドでは、選定の決め手となる要素と、購入者が最もよく間違える点について解説します。
ベルトの選択が生産ライン全体に影響を与える理由
システムの問題に見えるコンベアのトラブルのほとんどは、実際には長期間稼働して広がったベルトの問題です。ベルトのトラッキング不良は、アイドラーセットに不均一な負荷をかけます。カバーの硬度が不十分なベルトは、ゴムが材料の流れに剥がれ落ち始めます。表面仕上げが不適切なベルトは、キャリーバックが蓄積し、リターンローラーや床に付着し、最終的にはメンテナンスログに記録されます。
調達担当者やエンジニアにとって、コンベアベルトが必要かどうかという問題はめったにありません。重要なのは、どのようなベルト構造が、負荷、環境、そして搬送パターンに実際に適しているかということです。仕様策定段階でこれを正しく行えば、追加コストはかかりません。しかし、設置後に間違った選択をしてしまうと、計算は全く変わってきます。
コンベヤベルトの生産状況からわかる製品の特徴
工業規格に準拠したコンベヤベルト工場では、ラインの終端だけでなく、巻き取りと仕上げの段階でも、アライメントチェック、表面検査、接着品質の検証を実施しています。これらの工程が重要なのは、リール上では見えないベルトの欠陥が、設置後数週間以内に明らかになるからです。例えば、曲げ応力による剥離、プーリー巻き付け部分の表面亀裂、切断部分の積層不良による端のほつれなどが挙げられます。
サプライヤーを評価する際、コンベヤベルトの製造工程管理について質問することは、原材料の仕様について質問することと同じくらい重要です。許容範囲内の材料で作られていても、巻き方が不適切だったり、検査が不徹底だったりするベルトは、同等の材料を使用し、より厳格な工程管理を行ったベルトよりも性能が劣ります。データシート上の性能と実際の性能の差は、まさに製造現場で明らかになるのです。
寧波中コンベヤベルト有限公司は、コンベヤベルト専用の生産ラインを10本(布プライ8本、スチールコード2本)稼働させており、巻き取り、積層、仕上げの各工程で工程内検査を実施しています。ISO認証を受けた品質管理体制により、原材料の受入検査、工程内検査、出荷前検査(引張強度、耐摩耗性、寸法適合性)を実施しています。
ゴム製コンベヤベルトが適している場所と適していない場所
ゴムベルト構造は、ほとんどの軽荷重用代替品よりも、重荷重産業輸送の要求に優れた対応力を発揮します。例えば、積載地点での衝撃、研磨性のあるバルク材、屋外の温度変化、連続運転などです。鉱物処理、骨材輸送、セメント製造、港湾でのバルク材処理、倉庫の移送ラインなど、これらはゴムコンベヤベルトがその性能を発揮する主要な用途分野です。
ゴムが適さないケースとしては、製品と直接接触する食品加工(PVCまたは食品グレードのコンパウンドの方が適しています)、クリーンルームや製薬環境、標準的なゴムコンパウンドでは提供できない特定の耐薬品性が求められる用途などが挙げられます。搬送する材料と洗浄手順を総合的に判断することで、他の仕様を決定する前にゴムが適切かどうかを判断できます。
ベルトの選択肢を評価する際の重要な比較ポイント
補強材と積層構造
外形寸法が同じゴム製コンベヤベルトでも、内部構造は大きく異なる場合があります。EPファブリックプライ構造(ポリエステル縦糸、ナイロン横糸)は、ほとんどの中負荷用途に適しています。スチールコードは、長距離または高張力システム向けに指定されています。マルチプライとシングルプライの違いは、プーリー径が短い場合の屈曲寿命とスプライス挙動に影響します。プライ数だけでは品質は決まりません。プライ間の接着性、ゴムとファブリックの接合、コードの品質も同様に重要です。
複合材を覆い、整地する
カバーコンパウンドのグレードは、ベルトが耐えられる負荷を決定します。耐摩耗性グレード(DIN Y ≤120 mm³、DIN X ≤150 mm³、DIN W ≤200 mm³)は、硬岩や骨材の用途に適しています。耐熱性グレード(T1/T2/T3)は、材料接触温度によって指定されます。難燃性および帯電防止性グレードは、地下採掘における適合要件です。実際の運転条件に近いものの、完全に一致しないグレードを選択することは、ベルトの早期破損の一般的な原因の1つです。
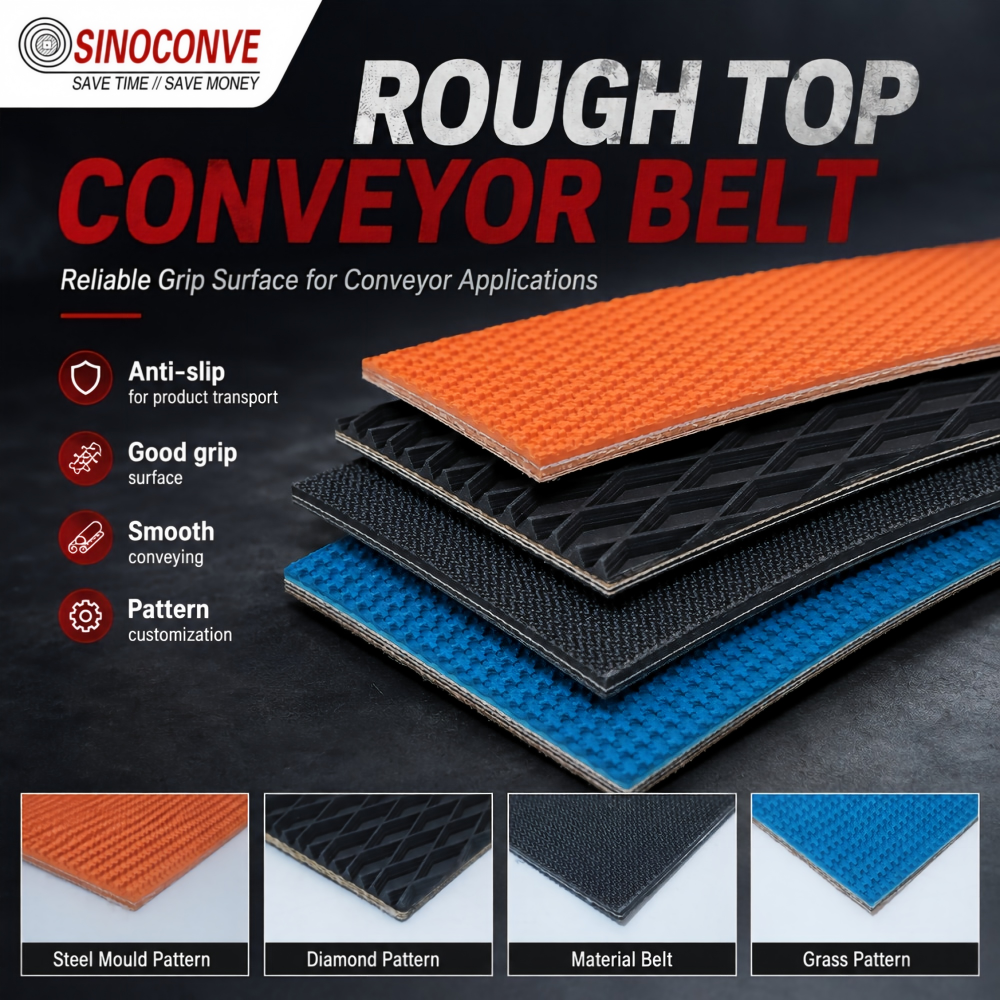
表面仕上げ - 上面および下面
上面の仕上げは、グリップ力、材料の剥離性、清掃のしやすさに影響します。滑らかな表面は包装された商品に適しており、用途によっては持ち込みを最小限に抑えます。凹凸のある表面は、傾斜搬送や粗い材料の搬送時にグリップ力を高めます。下面も重要です。アイドラーや駆動ドラムとの摩擦を決定し、ベルトのトラッキングと駆動効率の両方に影響します。産業用搬送機器では、トラッキングの安定性から、マットまたはセミマットの下面がよく用いられます。
フォーマット:ロール、カット済み長さ、スプライス
ベルトの供給方法は、ほとんどの購入者が予想する以上に設置時間に影響を与えます。ロール状のベルトは現場で切断と接合が必要ですが、加硫処理済みの切断済みベルトはすぐに設置できます。最適な供給形態は、現場の設備、停止可能時間、コンベアで接合作業が行えるかどうかによって異なります。停止可能時間が数時間単位となる大規模システムでは、事前に接合済みのベルトを納品してもらう方が、多少リードタイムが長くなってもメリットがあります。
ゴムコンベヤベルトの構造:クイックリファレンス
|
建築タイプ |
抗張力 |
伸長 |
ベストアプリ |
|
EPファブリックプライ |
EP250~EP600 |
作動張力で約1.5% |
中型バルクハンドリング、骨材、包装 |
|
スチールコード |
ST500~ST7500 |
作動張力で約0.25% |
長距離採掘、港湾での大量貨物取り扱い |
|
シェブロン/クリート |
EPまたはスチールコードベース |
ベースベルトと同じ |
傾斜搬送角度20~40° |
|
側壁/波型 |
EPまたはスチールコードベース |
ベースベルトと同じ |
最大90°の急勾配、大量保管 |
|
難燃性 |
EPまたはスチールコードベース |
ベースベルトと同じ |
地下採掘(ISO 284 / DIN 22103) |
コンベアベルトの調達におけるよくある間違い
実際の使用状況を確認せずに、公称仕様に基づいてベルトを購入することが最もよくある間違いです。データシート上では問題なさそうに見えるベルトでも、鋭利な異物、キャリーバックの蓄積、継続的な湿気などにさらされると、早期に故障する可能性があります。これらの条件は、ベルトの問い合わせフォームからは必ずしも明らかではありません。
ベルトだけに注目し、周囲のシステムを無視することが2つ目の間違いです。プーリーのずれ、アイドラーの摩耗、不適切な張力は、搬送される材料よりも早く新しいベルトを損傷させてしまいます。メンテナンスの行き届いていないシステムに高性能なベルトを取り付けても、期待外れの結果に終わり、その原因がベルトにあるとされてしまうのです。
ゴム製コンベヤベルトは互換性があるという思い込みが3つ目の誤解です。幅、色、公称厚さが同じベルトでも、実際に稼働させてみると全く異なる挙動を示すことがあります。真の違いは、コンパウンドのグレード、プライ間の接着性、コードの種類にあり、これらは外見からは判別できません。
注文前に確認すべき事項
このベルトはどのような用途向けに設計されているのでしょうか?供給業者が、材質や使用条件に関連した明確な回答を提供できない場合は、何らかの問題があることを示唆しています。
製造工程において、ベルトはどのように検査されるのでしょうか?コンベヤベルトの製造品質は、表面の均一性、エッジの状態、層の接着状態などに現れます。これらはすべて製造工程で検査されるべきであり、設置時に発見されるべきではありません。
どのような試験報告書が入手可能ですか?引張強度、耐摩耗性、寸法精度は、カタログページに記載するだけでなく、製造ロットごとに文書化されるべきです。
よくある質問
ゴム製コンベヤベルトは、産業輸送において常に最良の選択肢なのでしょうか?
重量物の取り扱いや研磨材を扱う環境では、通常は問題ありません。食品接触、クリーンルーム、または特定の化学物質への曝露といった環境では、用途に応じて適切な化合物または材料の種類を確認する必要があります。ゴムは過酷な環境における有力な選択肢ではありますが、万能な選択肢ではありません。
コンベアベルトを選ぶ際に、購入者はまず何をチェックすべきでしょうか?
搬送される材料と運転環境(温度、湿度、化学物質への曝露、傾斜角度)。これら2つの要素によって、カバーコンパウンドのグレード、場合によってはカーカスタイプが決定されます。仕様のその他の部分はすべて、これらの要素に基づいて決定されます。
コンベアベルト工場の工程管理は、なぜ購入者にとって重要なのでしょうか?
なぜなら、製造工程こそが、一貫性を確保するか、あるいは排除するかの分かれ目だからです。良質な原材料を使用しても、積層や巻き取りのずれが不均一なベルトは、剥離したり、トラッキング性能が低下したり、設置後に初めて表面欠陥が発生したりする可能性があります。サプライヤーに製造検査プロセスについて尋ねることで、データシートには記載されていない情報を得ることができます。
ベルトの幅はどのように決定されるのですか?
ベルト幅は、処理量と最大材料塊サイズによって決定されます。一般的に、端部への負荷を避けるため、ベルト幅は最大材料塊サイズの少なくとも3倍にする必要があります。材料の嵩密度とベルト速度を用いた処理量計算により、選択した運転速度で必要なトン/時処理量を達成できるかどうかを確認します。
Sinoconve製コンベヤベルトの最小注文数量(MOQ)と納期はどれくらいですか?
最小注文数量は50メートルです。標準納期は注文確定後30日です。15~20日での特急生産も可能です。用途データに基づき、配合グレード、カーカス構造、幅、カバー厚さなどのカスタム仕様を開発できます。
シノコンベの生産能力
寧波シノコンベベルト株式会社は、35年以上にわたりコンベヤベルト工場として操業しています。EPファブリックプライ、スチールコード、耐熱性、難燃性、シェブロン、クリート、サイドウォール構造など、DIN、RMA、AS規格に準拠したゴムコンベヤベルトを幅広く製造しています。製品ラインナップ全体を通して、ベルト幅は100mmから3,000mm、厚さは3mmから100mmまで対応可能です。
年間生産能力:8つの生産ラインで1,000万メートルのファブリックプライベルト、2つの専用ラインで300万メートルのスチールコードベルト。引張強度、伸び、耐摩耗性、難燃性/帯電防止性能に関する試験報告書はロットごとに提供可能です。カスタムパッケージングとブランディングによるOEM生産にも対応しています。お問い合わせ:sales@sinoconve.com